Lübbecker Metallveredelung Horst Klausing

Verfahrensablauf
Verfahrensablauf Galvanisch verzinken
Abkochentfettung
Hier werden Fette, Öle, Schmiermittel, Späne, Schleifstaub etc. durch eine 70°C heißen Lauge entfernt.
Beizen
Das Beizen findet in einem Säurebad statt. Dort werden Rost und Zunder entfernt. Bei starkem Zunder der beim Härten oder Glühen des Stahls entsteht, wird je nach Aufwand auch öfter gebeizt.
Elektrolytische Entfettung
Hier werden die letzten Verunreinigungen mit Hilfe von Strom entfernt. Durch die elektrolytische Entfettung entstehen Bläschen an der Ware, die die restlichen Verunreinigungen von der Materialoberfläche wegsprengen.
Zinkbad
Im Zinkbad wird durch Strom Zink auf das Material abgeschieden. Das galvanisch verzinkte Material erhält dadurch folgende Eigenschaft
- Standard Schichtdicke 8-12µm
- Minimum 5µm
- Maximal 40µm
Mit Strom wird an der Anode Zink in das Salzwasser gelöst und darauf hin auf die Ware abgeschieden.
Passivierung / Chromatierung
Auf der Zinkschicht wird eine passivschicht aufgebracht, um den Korrosionsschutz zu verbessern.
|
Hinweis Die Dicke der Passivier- bzw. Chromatierschicht bewegt sich im Nanometerbereich (nm) und hat nichts mit der Zinkschicht (µm) zu tun. |
Kurzbeschreibung der Passivierungen und Chromatierungen
| A | Farblos- Passivierung | Chrom- 6 frei |
| B | Blau- Passivierung | Chrom- 6 frei |
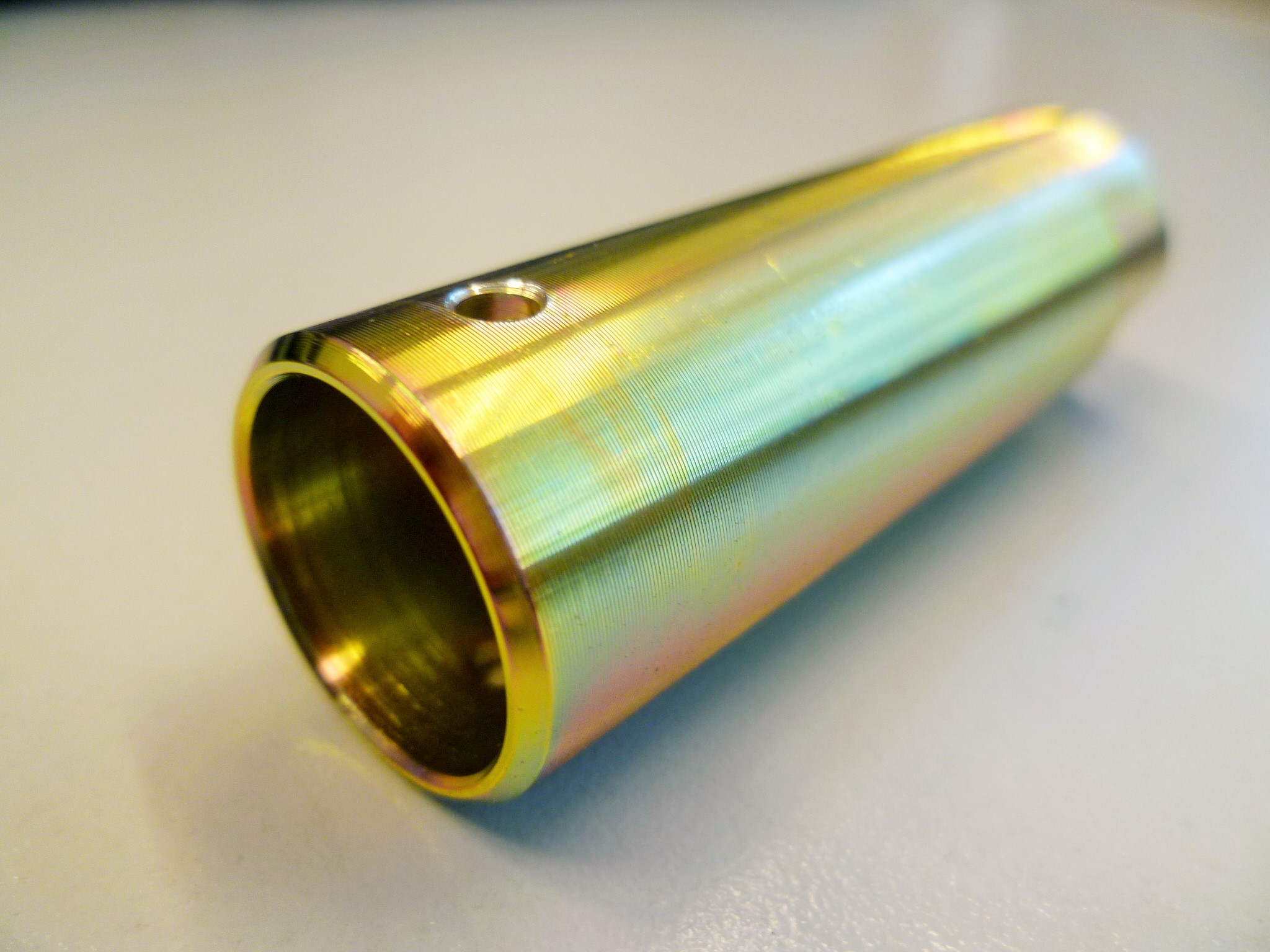
| C | Gelb- Chromatierung | Chrom- 6 haltig |
| Cn | Dickschicht- Passivierung | Chrom- 6 frei |
| F | Schwarz- Passivierung | Chrom- 6 frei |
Korrosionsschutzklasse
| 1 | Dickschicht- Passivierung |
| 2 | Gelb- Chromatierung |
| 3 | Schwarz- Passivierung |
| 4 | Blau- Passivierung |
Prozessgrafik

Zinkbadgrafik

 |
 |
| Blau - Passivierung | Dickschicht - Passivierung |
 |
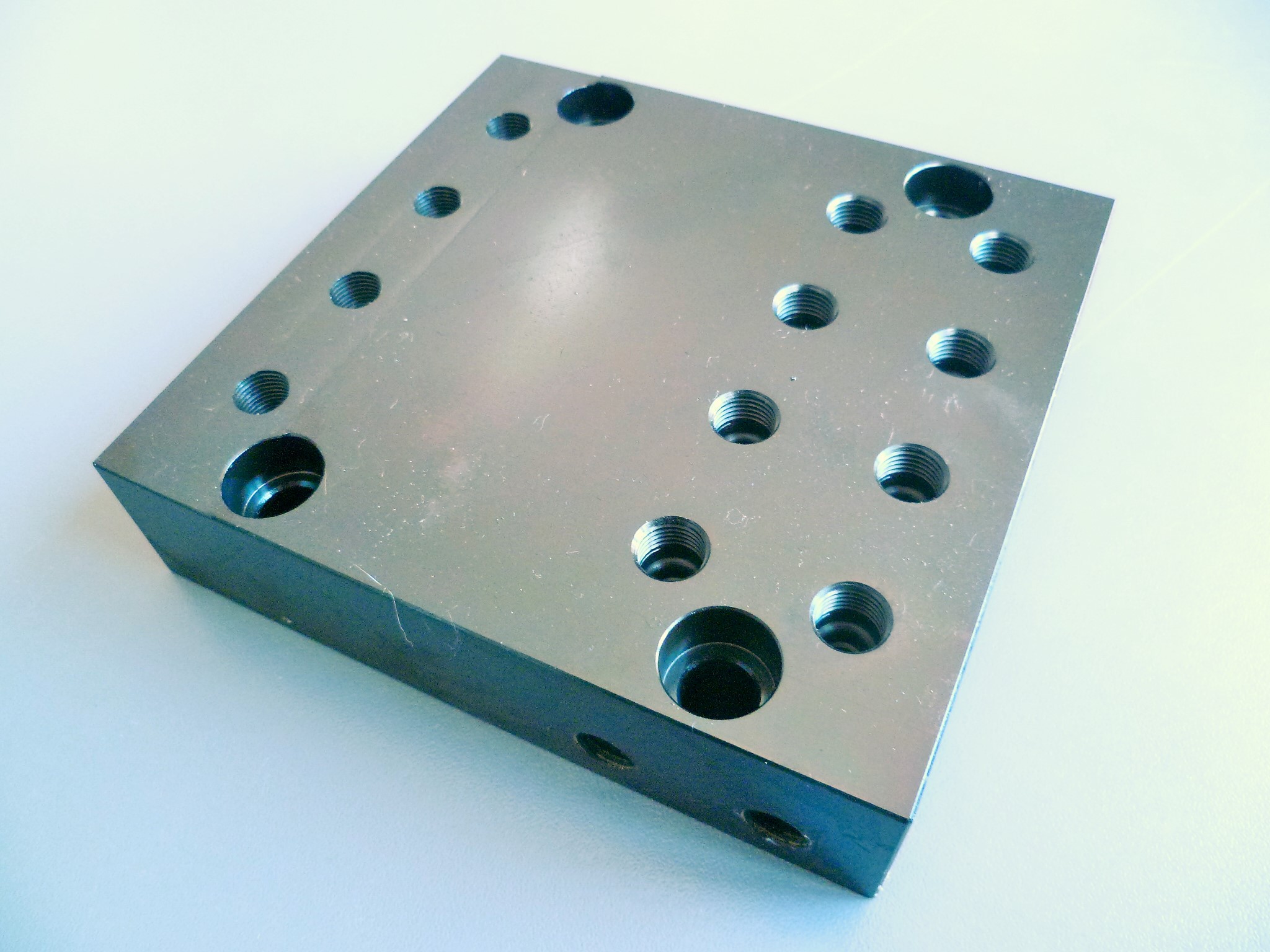 |
| Gelb - Chromatierung | Schwarz - Passivierung |
 |
Verfahrensablauf als PDF Download |

